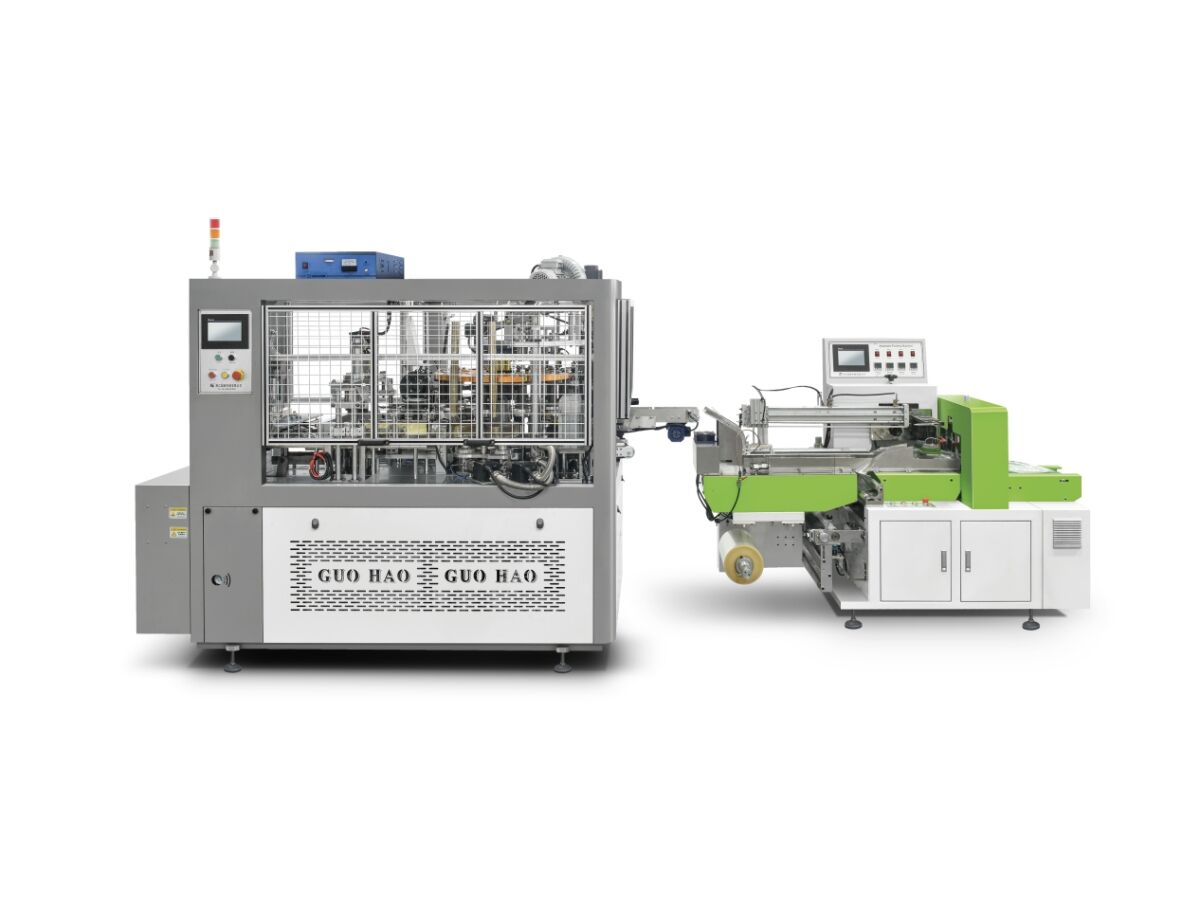
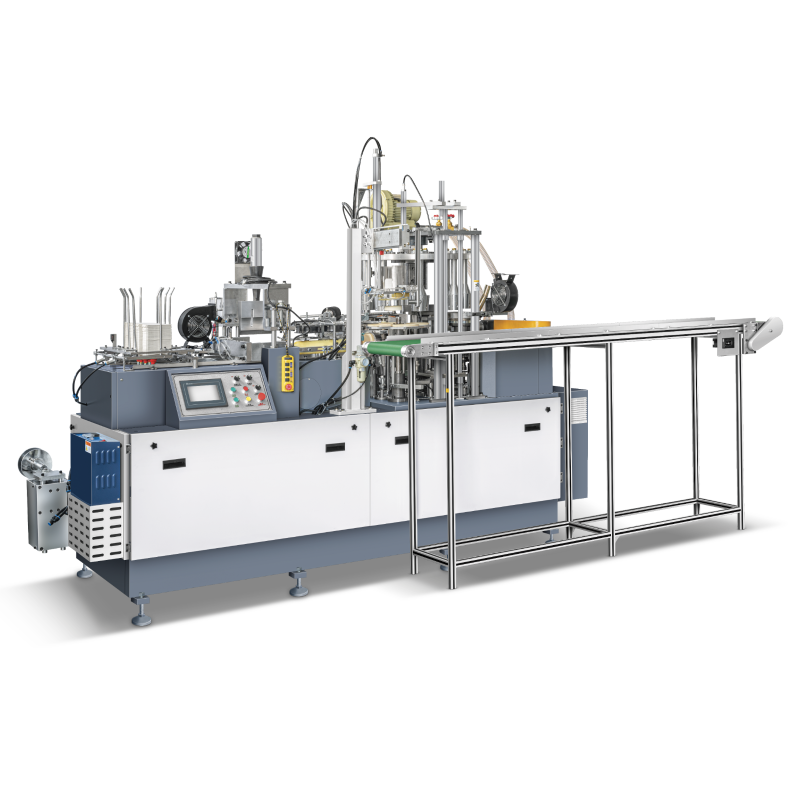
paper cup machine manufacturer
A paper cup machine manufacturer represents a specialized industrial entity that designs, develops, and produces sophisticated machinery for creating disposable paper cups used across various sectors. These manufacturers focus on engineering automated production systems that transform raw paper materials into functional, hygienic drinking vessels through precise mechanical processes. The primary function of a paper cup machine manufacturer involves creating equipment capable of handling multiple production stages, including paper feeding, forming, bottom sealing, sidewall bonding, rim curling, and quality inspection. Modern paper cup machine manufacturer operations integrate advanced control systems that monitor temperature, pressure, and timing parameters to ensure consistent product quality. The technological features embedded within these manufacturing systems include servo motor drives for precise positioning, ultrasonic sealing mechanisms for strong joint formation, and computerized programming interfaces that allow operators to adjust specifications for different cup sizes and designs. Contemporary paper cup machine manufacturer facilities utilize Industry 4.0 principles, incorporating IoT sensors for real-time monitoring and predictive maintenance capabilities. These manufacturers serve diverse applications spanning food service establishments, healthcare facilities, educational institutions, corporate offices, and retail environments. The equipment produced by a paper cup machine manufacturer typically handles various cup capacities ranging from small espresso sizes to large beverage containers, accommodating different market demands. Quality control mechanisms integrated into these machines ensure compliance with food safety standards and environmental regulations. Leading paper cup machine manufacturer companies invest heavily in research and development to create energy-efficient systems that minimize waste generation while maximizing production throughput. The technological sophistication of modern paper cup manufacturing equipment allows for customization options, enabling businesses to produce branded cups with specific colors, logos, and promotional messages, thereby expanding market opportunities for end users.
 ×
×