



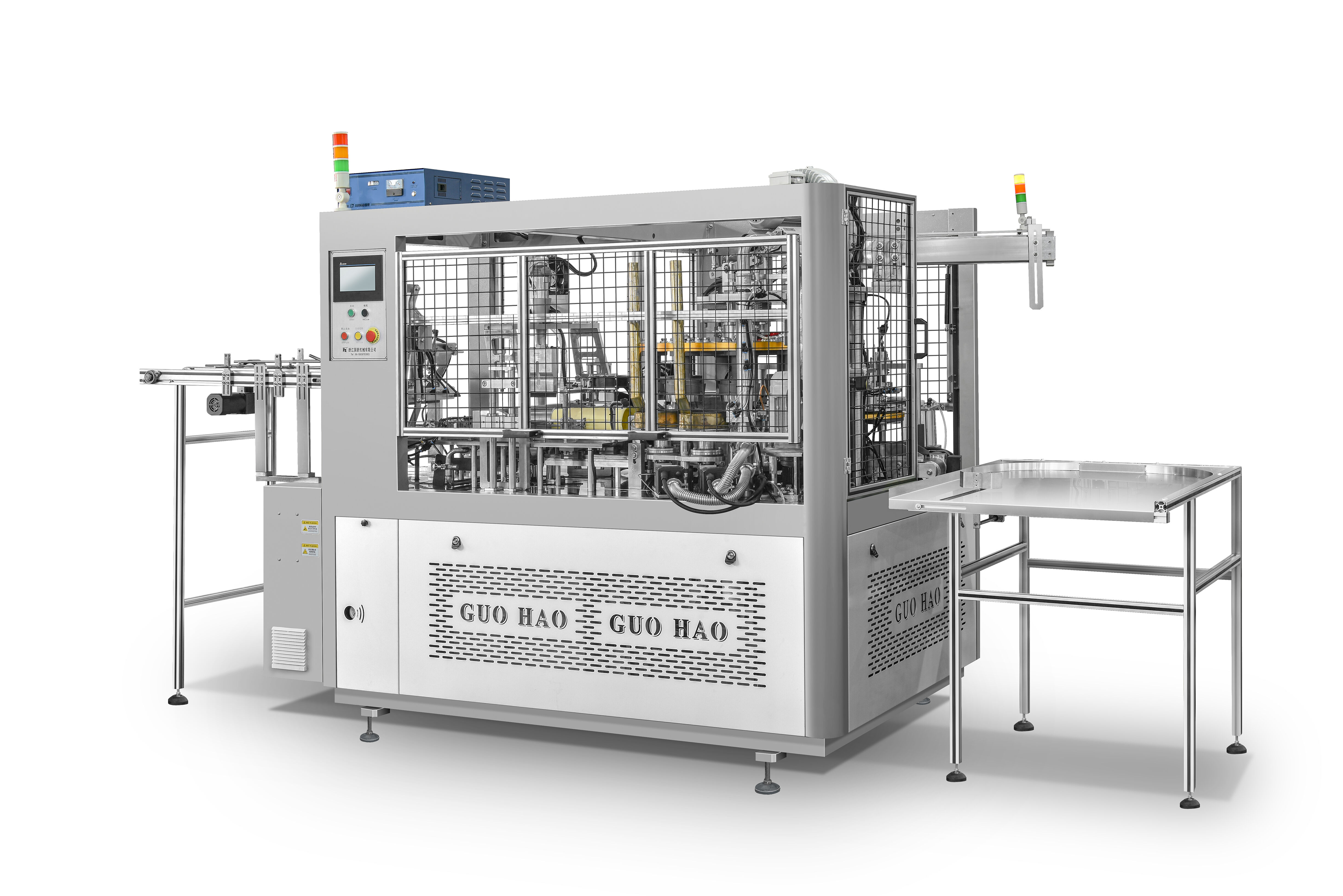
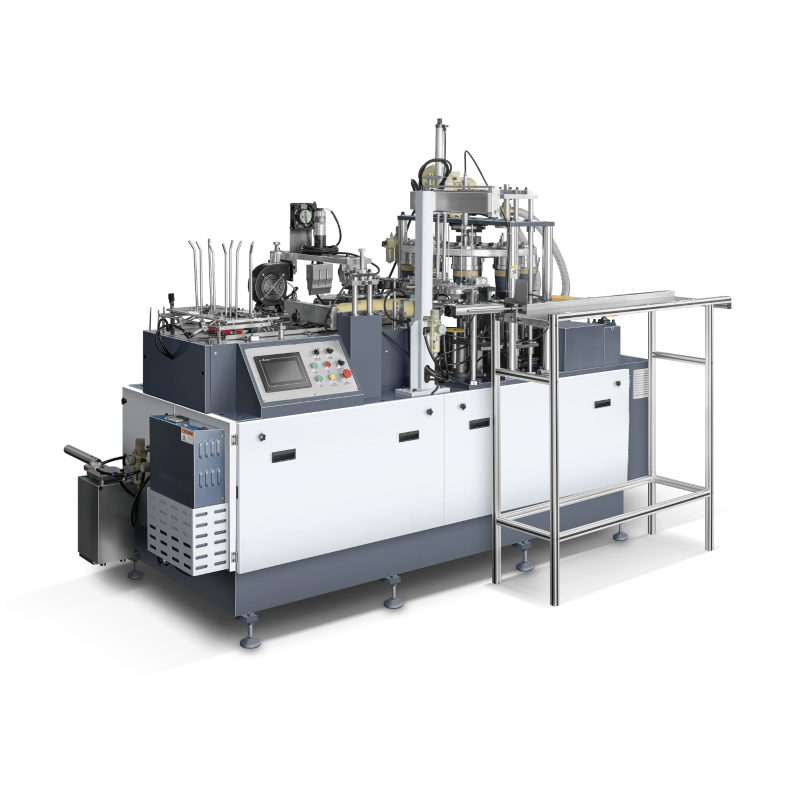
A машина за папиране посуде представља значајну капиталну инвестицију за било коју операцију паковања хране, а као и свака прецизна индустријска опрема, њен продуктивни животни век је директно повезан са квалитетом и конзистенцијом метода одржавања који се примењују на њега. Многи оператери се у великој мери фокусирају на производњу, а потцењују како превентивна нега обликује дугорочно здравље опреме. Реалност је да добро одржавана машина за папирне посуде може пружити поуздану, брзу перформансу током многих година, што је више од типичног сервисног очекивања занемареног уређаја.
У овом чланку су наведени главни кораци одржавања које искусни оператери и управитељи постројења прате како би продужили трајање рада машине за папирне посуде. Од свакодневних процедура чишћења до распоређених механичких инспекција, свака пракса игра посебну улогу у спречавању прераног хабања, смањењу непланираног времена простора и заштити прецизних компоненти које омогућавају доследно формирање посуде. Разумевање шта треба одржавати, када и зашто је сваки корак важан је од суштинског значаја за било који објекат који користи ову врсту опреме у великој мери.
Свакодневне навике одржавања које штите критичне компоненте
Чишћење станице за формирање и подручја за обривање
Станица за формирање је механичко срце било које машине за папиране посуде, где се сирови картонски празног папира обликује, загрева и притиска у готове посуде. У овом подручју се са сваком производњом циклусом акумулишу прашина од папира, остаци лепила и фини остаци. Ако се не обраде, ови депозити стварају неравномерности на површини које утичу на квалитет посуде и, што је још важније, убрзавају хабање калупа и формирање штампа.
На крају сваке производње, оператери би требали уклонити лагуде остатке из подручја формирања користећи сув компресиони ваздух или меку четку. Прилепљиве напламбене површине треба пажљиво уклонити помоћу растварача који је одговарајући за специфичан материјал за премазивање који се користи у производњи. Избегавајте абразивне алате који могу да огребају прецизне површине калупа, јер чак и мањи оштећења површине на машини за мачење папирног посуда постепено ће угрозити прецизност димензија сваке посуде која се затим производи.
Овај корак није само о чистоћи, већ о очувању интегритета толеранције алата који дефинише квалитет производа. Формирање компоненти које остају чисте раде на нижим нивоима тријања, генеришу мање топлоте, и одржавају своју калибрирану геометрију дуже од компоненти остављене у контакту са акумулираним отпадним материјалом.
Инспекција и чишћење пута за додавање папира
Механизам за подавање папира на машини за папирне посуде управља континуираним кретањем материјала под чврстим подесима напетости. Папирна влакана, честице премаза и прашина која се статички привлачи скупљају се дуж ролка за храну, вођских шина и зона за резање током нормалног рада. Свакодневно прегледање путања хране помаже у откривању погрешног усклађивања, накупљања остатака и раних знакова зноја на површини ролера пре него што изазову заглављење или погрешну храну.
Проверите да ли се роллери за храну слободно окрећу и да ли имају равне тачке или деградацију површине. Избаците све фрагменте папира или остатке премаза из зоне резања, јер акумулирани материјал у овој зони може изазвати неравномерне раскоде који се неправилно хране у станицу формирања. Постојан дневни пажња на пут хране је један од најједноставнијих, али најефикаснијих корака за заштиту укупне дуговечности машине за папирне посуде.
График масти и њихова улога у дуготрајности механике
Разумевање тачака смазања широм система погонства
Машина за папирне посуде садржи бројне покретне механичке компоненте ланце, зубрезе, следитеље кама, лежајеве и везане зглобове који сви зависе од одговарајуће мазивања да би функционисали без стварања деструктивног контакта метала са металом. Мачење није једнократни задатак већ планирана дисциплина са различитим интервалима и врстама мастила потребним за различите групе компоненти.
Већина произвођача у упутству за опрему наводи мапу смазања, идентификујући сваку тачку смазања и препоручујући одговарајуће интервале. Врхунскобрзни лагери обично захтевају наношење масти сваких 200 до 500 радног сата у зависности од интензитета оптерећења. Системи приводних ланца требају чешће наношење уља, често недељно за машине које раде у пуним производњским сменама. Следећи произвођач-указани мастила класе је важно замена са теже или лакше вискозности производ може створити отпор или недовољну заштиту филма у зависности од оперативне температуре сваке компоненте.
Оператори који држе дневник смазања за своју машину за папирне посуде могу рано открити аномалије. Ако лежај конзумира масти на необично високом нивоу између планираних интервала, то сигнализује или о неуспеху запечатања или абнормалном оптерећењу, и од којих оба захтевају хитну истрагу пре него што се лежај сам не успе.
Избегавање претераног лубриковања и ризика од контаминације
Иако је недовољно мачење најчешћа грешка, претерано мачење носи своје ризике за машину за папиране посуде која ради у окружењу које се налази у близини хране. Вишак масти избачен из лежајаца мигрира на површине за руковање папиром и може загадити материјал производа, стварајући и квалитетне дефекте и забринутост за усклађеност за амбалажу која долази у контакт са храном.
Користите калибриране пиштоље за масти за наношење измерена количина уместо да се слободно распоређује. После сваке сесије марења, избришите све вишак који је измењен са фисинг-а. Ова пракса одржава заштиту компоненти, а истовремено чува радно подручје машине за папиру чисту и у складу са хигијенским стандардима релевантним за производњу окружења за паковање хране.
Механичка инспекција и интервали за замену компоненти
Контрола знојања грејачких елемената и запечатачких прстенова
Трплински затварање је један од најтеже топлотних подсистема у машини за папиране посуде. Огревачки елементи, сензори термопар и печати за запечатање подлежу поновљеној топлотној цикличности која постепено смањује њихове перформансе. Неконзистентне температуре запломбе стварају посуде са слабим зглобовима, што је и какав недостатак квалитета и индикатор зноја компоненте који ће се временом погоршати.
Структурисана инспекција грејачких елемената треба да се одвија најмање једном месечно за машине које раде у једној смењи, или сваке две недеље за објекте са великим производима. Измерени су стварни излаз грејача према вредностима постављене тачке и упоређивани подаци термопарка са калибрисаним референтним термометром. Запљушћивачки прстени треба проверити на деформацију, раскидање површине или тврдоћу, и заменити у првим знацима губитка компресије. Проактивна замена ових релативно јефтиних компоненти спречава скупо оштећење монтажа калупе и осигурава да машина за папиране посуде одржава доследан квалитет производа који очекују купци.
Проверите напетост ланца, подешавање појаса и стање вожње опреме
Компоненте приводима преноса у машини за папируну посуду раде под цикличним оптерећењем са чврстим захтевима за време. Ланци који су се истегли изван спецификације уводљају грешке у временском распореду између станице за формирање, механизма за добацивање и система за испуштање. Ова неисправност се манифестује као дефекти производа у почетку и механичко оштећење у каснијој фази ако се не исправи.
Проведите проверу напетости ланца сваке две недеље користећи технику мерења дефлекције. Заменити ланце који су се продужили изнад 2% своје номиналне дужине пролаза стандардни инжењерски праг за преносне ланце. Системи који се покрећу појасом захтевају верификацију усклађења штепке помоћу реже или ласерског алата за усклађивање како би се спречило прерано зношење појаса од бочног оптерећења. Припрема за покретање треба да се провери да ли има јама, раскољених зуба или абнормалних обрасца знојања током прозорака за планирано одржавање. Држење ових компоненти у спецификацији је основно за механичко здравље машине за папирне посуде током свог пуног радног живота.
Процена интегритета пнеуматског и хидрауличког система
Многи модерни дизајн машина за папирне посуде укључују пнеуматичне покретаче за руковање празног, избацивање и функције складиштења. Пневматични системи захтевају периодичну инспекцију ваздушних цева, фитинга, запечатака цилиндра и филтер-регулатор-лубрикаторских јединица. Пролазни ваздушни линије смањују снагу покретача и повећавају оптерећење компресора, што се оба преводе у погоршање перформанси и веће трошкове рада.
У влажној окружењу за рад свакодневно извлачите влагу из филтера ваздуха како бисте спречили улазак воде у затварање цилиндра. Проверите подешавања ваздушног притиска према спецификацијама опреме на почетку сваке производње. Завршице цилиндрских шипци које показују знаке распадања треба одмах заменити како би се спречило корозију површине шипци, што чини да је касније замењивање шипци сложеније и скупље. Ове проактивне мере директно штите читави систем машине за папирне посуде од кумулативног пневматичког деградације.
Услуга одржавања електричног система и бриге о контролној табли
Заштита сензора, жица и контролних плоча од стресних околности
Електрични системи који управљају машином за папирне посуде укључујући сензоре близини, уређаје за повратну информацију кодера, контролере ПЛЦ-а и серво-приводе раде у окружењу које комбинује вибрације, топлоту и фине честице у ваздуху. Током времена, ови услови узрокују оксидацију конектора, погрешну распоређивање сензора и контаминацију контролне плоче што резултира неуређено понашање машине или неочекиваним искључењима.
Електричка инспекција треба да укључује проверу свих завршника конектора на корозију или лабило, чишћење унутрашњости контролне панеле сувим компресираним ваздухом и проверу да ли су заложке за монтажу сензора чврсте и правилно усмерене. Кабелни појаси који се крећу у близини покретних компоненти треба да се прегледају на штрљање, јер оштећење изолације у окружењу машине за папирне посуде може створити повремене грешке које је тешко дијагностиковати током производње.
Калибрирање сензора и верификација интегритета програма ПЛЦ-а
Сензори положаја и фотоелектрични детектори у машини за папиру су потребни периодична калибрација како би се одржало прецизно откривање празног положаја, времена избацања посуде и безбедносног статуса затварања. Сензори који се одвијају из калибрације производе лажне сигнале који или непотребно заустављају машину или омогућавају да грешке у процесу настају неоткривене.
У сваком заказаном интервалу одржавања пратите процедуру калибрације произвођача сензора и документујте вредности подешавања у дневнику одржавања опреме. ПЛЦ програми треба да се резервно копирају на спољни уређај за складиштење најмање једном у кварталу. Ако је контролна плоча потребна замену након електричне оштећења, верификована резервна копија програма омогућава брзо обнављање машине за папирну посуду како би се исправили параметри рада без ослањања на меморију или некомплетну документацију.
Дугорочно планирање капиталног ремонта и управљање резервним деловима
Планирање превентивних ревизија на основу радног времена
Поред рутинског дневног и недељног одржавања, свака машина за папиране посуде има предности од планираних интервала за капитални ремонт заснованих на кумулативном радном времену, а не само на календарском времену. Машине које раде у двоструком или троструком смену акумулишу механичко хабање много брже од операција у једној смени, тако да интервали одржавања засновани на времену могу значајно потцењивати стварно стање хабања опреме са високом употребом.
Свеобухватан ревизија на дефинисаним сат прекретница обично на 5.000 и 10.000 радна сата укључује демонтажу и инспекцију главног обрађивања алата, замену свих запечатања компоненте, замену лежаја у главном покретачу скупу, и потпуну инспекцију електричне појасе. Планирање овог рада током планиране производње за време неисправности минимизира оперативни утицај док се осигурава да машина за папирну посуду поново улази у службу са ресетом износне основе и предвидивим горизонтом одржавања напред.
Држење инвентара практичних резервних делова
Непланирано време простора на машини за папиране посуде најчешће се продужава не сложеношћу поправке, већ недоступношћу потребних резервних делова. Добивање компоненти од страна може да додају дане или недеље у ситуацију са падом. Стратешки одржавани инвентар резервних делова решава ову рањивост без потребе за прекомерним инвестицијама у залихе.
Приоритетно запазите потрошљиве материјале који се често зноје, као што су грејачи, пломбени прстени, ножеви оштри, сензори блискости и возни појаси, јер су то компоненте које највероватније захтевају незапланирано замењу. Друга приоритета за складиштење укључују лежајеве за главну вољу придаје и кључне електродичне вентили за пневматички систем. Прегледајте и попуните инвентар резервних делова након сваког догађаја потрошње тако да машина за папиране посуде увек има критичне компоненте потребне за брз опоравак од малих механичких неуспјеха.
Često postavljana pitanja
Колико често треба да се смазује машина за папирне посуде?
Фреквенција масти зависи од специфичне компоненте и интензитета рада. Врхунскобрза лежања обично захтевају наношење масти сваких 200 до 500 сати, док возним ланацима обично треба уља наносити недељно за машине које раде у пуним сменама. Увек се обратите распореду марења који је пружио произвођач специфичан за ваш модел машине за папирне посуде и држите писани дневник свих активности марења.
Који су најчешћи знаци да машина за папирне посуде треба да се брине о одржавању?
Уобичајени знаци упозорења укључују неконзистентне димензије посуде, слабе или отворене везе за швање, повећану буку из система покретања, неравномерна заустављања изазвана сензорима и видљиво хабање на формирањем или роллема за храну. Сваки од ових симптома указује на то да је потребна посебна инспекција одржавања. Убрзано решавање ових сигнала спречава да се мали проблем одржавања претвори у велику механичку неисправност на машини за папирне посуде.
Да ли занемаривање одржавања може поништити гаранцију опреме за машину за чишћење папира?
Већина гаранција за опрему захтева да купац следи распоред одржавања који је навео произвођач као услов гаранције. Недокументирање и неисвршење потребних задатака одржавања може дати повод за оспоравање или одбијање гаранционих захтева. Држење детаљног дневника одржавања који бележи све сервисне активности које се обављају на машини за папирне посуде је најпрактичнији начин да се покаже у складу са условима гаранције.
Како производња утиче на потребе за одржавањем машине за папирне посуде?
Увлаженим окружењима убрзава се корозија у пнеуматичним системима и електричним спојницима, што захтева чешће одводње влаге и контактно чишћење. Прашна средина повећава стопу акумулације остатака у станици формирања и компонентама покретача, што захтева чешће циклусе чишћења. Поједине врсте течности су: Разумевање вашег специфичног оперативног окружења омогућава вам да прилагодите интервали одржавања за машину за папирне посуде, уместо да се ослањате само на препоруке за подразумевани распоред.
Sadržaj
- Свакодневне навике одржавања које штите критичне компоненте
- График масти и њихова улога у дуготрајности механике
- Механичка инспекција и интервали за замену компоненти
- Услуга одржавања електричног система и бриге о контролној табли
- Дугорочно планирање капиталног ремонта и управљање резервним деловима
-
Često postavljana pitanja
- Колико често треба да се смазује машина за папирне посуде?
- Који су најчешћи знаци да машина за папирне посуде треба да се брине о одржавању?
- Да ли занемаривање одржавања може поништити гаранцију опреме за машину за чишћење папира?
- Како производња утиче на потребе за одржавањем машине за папирне посуде?