



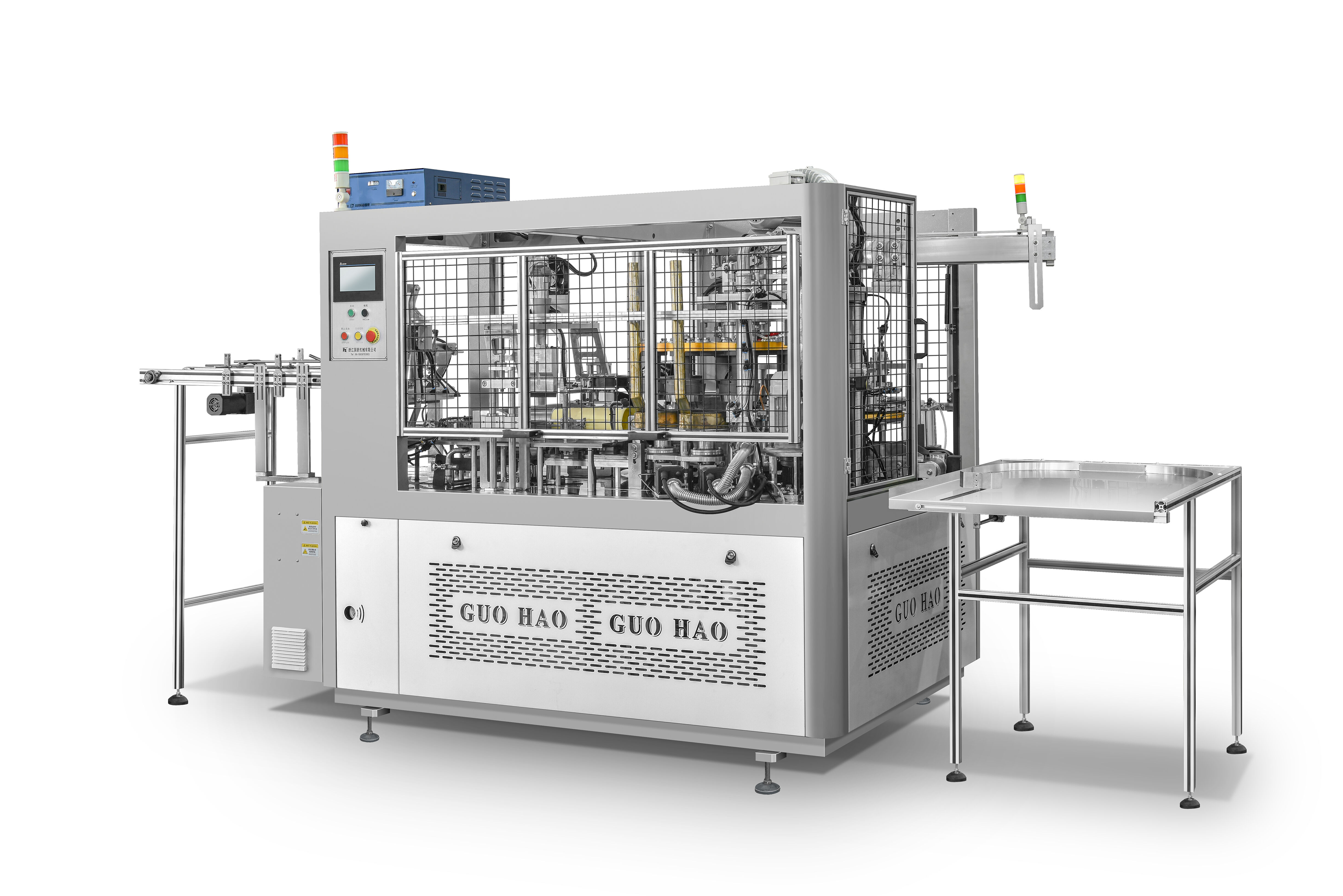
A macchina per Ciotole di Carta rappresenta un investimento significativo in capitale per qualsiasi attività di imballaggio alimentare e, come tutti gli apparecchi industriali di precisione, la sua durata produttiva è direttamente legata alla qualità e alla regolarità delle pratiche di manutenzione applicate. Molti operatori si concentrano intensamente sull’output produttivo, sottovalutando quanto la manutenzione preventiva influisca sulla salute a lungo termine dell’apparecchiatura. La realtà è che un macchinario per la produzione di ciotole di carta ben mantenuto può garantire prestazioni affidabili ed elevate velocità di funzionamento per molti anni oltre l’aspettativa di servizio tipica di un’unità trascurata.
Questo articolo illustra i principali interventi di manutenzione che operatori esperti e responsabili di impianto eseguono per prolungare la durata operativa di una macchina per la produzione di ciotole di carta. Dalle procedure quotidiane di pulizia alle ispezioni meccaniche programmate, ogni pratica svolge un ruolo specifico nel prevenire l’usura prematura, ridurre i fermi non pianificati e proteggere i componenti di precisione necessari per garantire una formazione costante delle ciotole. Comprendere cosa mantenere, quando effettuare la manutenzione e perché ogni singolo passaggio sia fondamentale è essenziale per qualsiasi struttura che gestisca questo tipo di attrezzatura su larga scala.
Abitudini quotidiane di manutenzione per proteggere i componenti critici
Pulizia della stazione di formatura e delle zone degli stampi
La stazione di formatura è il cuore meccanico di qualsiasi macchina per la produzione di ciotole di carta, dove i fogli grezzi in cartone vengono sagomati, riscaldati e pressati per ottenere le ciotole finite. Polvere di carta, residui di adesivo e piccole impurità si accumulano in questa zona a ogni ciclo produttivo. Se non vengono rimossi tempestivamente, questi depositi causano irregolarità superficiali che compromettono la qualità delle ciotole e, cosa ancora più importante, accelerano l’usura degli stampi e dei punzoni di formatura.
Al termine di ogni turno di produzione, gli operatori devono rimuovere i detriti sciolti dall’area di formatura utilizzando aria compressa asciutta o una spazzola morbida. I residui di adesivo sulle superfici dei punzoni devono essere accuratamente eliminati impiegando un solvente idoneo al particolare materiale di rivestimento utilizzato nella produzione. Evitare utensili abrasivi che potrebbero graffiare le superfici di precisione degli stampi, poiché anche danni superficiali minimi sul punzone di una macchina per ciotole di carta comprometteranno progressivamente l’accuratezza dimensionale di ogni ciotola prodotta successivamente.
Questo passaggio non riguarda soltanto la pulizia, ma anche il mantenimento dell’integrità delle tolleranze degli utensili che definiscono la qualità del prodotto. I componenti formati che rimangono puliti operano a livelli di attrito inferiori, generano meno calore e conservano più a lungo la loro geometria calibrata rispetto ai componenti lasciati a contatto con i materiali di scarto accumulati.
Ispezione e pulizia del percorso di alimentazione della carta
Il meccanismo di alimentazione della carta su una macchina per ciotole di carta gestisce il movimento continuo del materiale sotto regolazioni di tensione molto stringenti. Durante il normale funzionamento, fibre di carta, particelle di rivestimento e polvere attratta dall’elettricità statica si accumulano sui rulli di alimentazione, sulle guide e nelle zone dei tagli. Un’ispezione giornaliera del percorso di alimentazione consente di individuare tempestivamente eventuali disallineamenti, accumuli di detriti e i primi segni di usura delle superfici dei rulli, prima che causino intasamenti o malfunzionamenti nell’alimentazione.
Verificare che i rulli di alimentazione ruotino liberamente e non presentino zone appiattite o degrado della superficie. Rimuovere eventuali frammenti di carta o residui di rivestimento dalla zona di taglio, poiché i materiali accumulati in quest'area possono causare tagli irregolari dei fogli, con conseguente alimentazione scorretta nella stazione di formatura. Un'attenzione quotidiana costante al percorso di alimentazione è uno dei passaggi più semplici ma anche più efficaci per preservare la durata complessiva della macchina per ciotole di carta.
Piani di lubrificazione e il loro ruolo nella longevità meccanica
Comprensione dei punti di lubrificazione lungo il sistema di trasmissione
Una macchina per ciotole di carta contiene numerosi componenti meccanici mobili — catene, ingranaggi, seguenti di camme, cuscinetti e giunti di collegamento — tutti i quali dipendono da una lubrificazione adeguata per funzionare evitando il dannoso contatto metallo-su-metallo. La lubrificazione non è un intervento occasionale, bensì una pratica programmata, che prevede intervalli diversi e tipi specifici di lubrificanti a seconda del gruppo di componenti interessato.
La maggior parte dei produttori specifica una mappa di lubrificazione nel manuale dell’attrezzatura, identificando ciascun punto di ingrassaggio e raccomandando gli intervalli appropriati. Gli alloggiamenti dei cuscinetti ad alta velocità richiedono generalmente l’applicazione di grasso ogni 200–500 ore di funzionamento, a seconda dell’intensità del carico. I sistemi a catena di trasmissione necessitano di applicazioni di olio con maggiore frequenza, spesso su base settimanale per le macchine che operano a pieno regime durante i turni di produzione. È importante seguire i gradi di lubrificante specificati dal produttore: sostituire il lubrificante con un prodotto di viscosità superiore o inferiore può causare resistenza al movimento o protezione insufficiente del film lubrificante, a seconda della temperatura di esercizio di ciascun componente.
Gli operatori che tengono un registro della lubrificazione per la loro macchina per ciotole di carta possono rilevare tempestivamente anomalie. Se un cuscinetto consuma grasso a un ritmo insolitamente elevato tra due interventi programmati, ciò indica probabilmente un guasto della tenuta oppure un carico anomalo, entrambi i quali richiedono un’immediata verifica prima che il cuscinetto stesso si danneggi.
Evitare sovralubrificazione e rischi di contaminazione
Sebbene la lubrificazione insufficiente sia l'errore più comune, anche la lubrificazione eccessiva comporta rischi specifici per una macchina per ciotole di carta che opera in un ambiente adiacente alla produzione alimentare. Il grasso in eccesso espulso dai cuscinetti migra sulle superfici di gestione della carta e può contaminare il materiale del prodotto, generando sia difetti qualitativi sia preoccupazioni in termini di conformità per gli imballaggi a contatto con gli alimenti.
Utilizzare pistole per grasso calibrate per applicare quantità misurate, anziché dosare manualmente in modo non controllato. Dopo ogni intervento di lubrificazione, rimuovere con un panno qualsiasi eccesso di grasso fuoriuscito dal raccordo. Questa prassi garantisce la protezione dei componenti mantenendo al contempo pulita l’area operativa della macchina per ciotole di carta e conforme agli standard igienici vigenti negli ambienti di produzione di imballaggi alimentari.
Ispezione meccanica e intervalli di sostituzione dei componenti
Monitoraggio dell’usura degli elementi riscaldanti e degli anelli di sigillatura
Il sistema di termosaldatura è uno dei sottosistemi più sollecitati termicamente in una macchina per la produzione di ciotole di carta. Gli elementi riscaldanti, i sensori a termocoppia e gli anelli di saldatura sono soggetti a cicli termici ripetuti che ne degradano progressivamente le prestazioni. Temperature di saldatura non costanti producono ciotole con giunti incollati deboli, il che rappresenta sia un difetto di qualità sia un indicatore di usura dei componenti che peggiorerà nel tempo.
Un'ispezione strutturata degli elementi riscaldanti deve essere effettuata almeno una volta al mese per le macchine che operano in un solo turno, oppure ogni due settimane per gli impianti ad alta produttività. Misurare l'effettiva potenza erogata dai riscaldatori rispetto ai valori di setpoint e confrontare le letture dei termocoppie con un termometro di riferimento tarato. Gli anelli di tenuta devono essere controllati per deformazioni, crepe superficiali o indurimento, e sostituiti non appena compaiano i primi segni di perdita di compressione. La sostituzione preventiva di questi componenti relativamente a basso costo evita danni costosi all'insieme dello stampo e garantisce che la macchina per ciotole di carta mantenga la qualità costante del prodotto che i clienti si aspettano.
Controllo della tensione della catena, dell'allineamento della cinghia e dello stato degli ingranaggi di trasmissione
I componenti della trasmissione di trazione in una macchina per ciotole di carta operano sotto carico ciclico con rigorosi requisiti di tempistica. Le catene che si sono allungate oltre i valori specificati introducono errori di sincronizzazione tra la stazione di formatura, il meccanismo di alimentazione e il sistema di scarico. Questo disallineamento si manifesta inizialmente con difetti del prodotto e, in una fase successiva, con danni meccanici se non viene corretto.
Eseguire controlli della tensione delle catene ogni due settimane utilizzando una tecnica di misurazione della freccia. Sostituire le catene che si sono allungate oltre il 2% della loro lunghezza nominale del passo — una soglia ingegneristica standard per le catene di trasmissione. Nei sistemi a cinghia è necessario verificare l’allineamento delle pulegge mediante una riga o uno strumento laser per l’allineamento, al fine di prevenire l’usura prematura della cinghia causata da carichi laterali. Gli ingranaggi di trasmissione devono essere ispezionati, durante gli intervalli programmati di manutenzione, per rilevare fenomeni di pitting, denti scheggiati o schemi di usura anomali. Mantenere questi componenti entro le specifiche stabilite è fondamentale per la salute meccanica della macchina per la produzione di ciotole di carta durante l’intera vita utile.
Valutazione dell’integrità dei sistemi pneumatici e idraulici
Molti moderni progetti di macchine per la produzione di ciotole di carta incorporano attuatori pneumatici per le funzioni di gestione della sagoma, espulsione e impilamento. I sistemi pneumatici richiedono ispezioni periodiche delle tubazioni dell’aria, dei raccordi, delle guarnizioni dei cilindri e delle unità filtro-regolatore-lubrificatore. Le tubazioni dell’aria con perdite riducono la forza degli attuatori e aumentano il carico sul compressore, entrambi i quali si traducono in una prestazione degradata e costi operativi più elevati.
Svuotare quotidianamente l’umidità dai filtri dell’aria negli ambienti operativi umidi per prevenire l’ingresso di acqua nelle guarnizioni dei cilindri. Verificare le impostazioni della pressione dell’aria rispetto alle specifiche dell’attrezzatura all’inizio di ogni ciclo produttivo. Le guarnizioni delle aste dei cilindri che presentano segni di fuoriuscita devono essere sostituite tempestivamente per evitare la corrosione della superficie dell’asta, che rende successivamente più complessa ed economica la sostituzione delle guarnizioni. Queste misure preventive proteggono direttamente l’intero sistema della macchina per la produzione di ciotole di carta dal degrado cumulativo del sistema pneumatico.
Manutenzione del sistema elettrico e cura del pannello di controllo
Protezione di sensori, cablaggi e schede di controllo dagli stress ambientali
I sistemi elettrici che governano una macchina per la produzione di ciotole di carta — inclusi sensori di prossimità, dispositivi di retroazione con encoder, controller PLC e azionamenti servo — operano in un ambiente caratterizzato da vibrazioni, calore e fini particelle sospese nell’aria. Nel tempo, queste condizioni provocano l’ossidazione dei connettori, il disallineamento dei sensori e la contaminazione delle schede di controllo, causando comportamenti anomali della macchina o arresti improvvisi.
Un’ispezione elettrica trimestrale dovrebbe includere la verifica di tutti i collegamenti dei connettori per rilevare corrosione o allentamento, la pulizia dell’interno del quadro di controllo con aria compressa asciutta e la verifica che le staffe di fissaggio dei sensori rimangano salde e correttamente orientate. I fasci di cavi che corrono in prossimità di componenti mobili devono essere ispezionati per verificare eventuali usure; infatti, danni all’isolamento in un ambiente di produzione di ciotole di carta possono generare guasti intermittenti difficili da diagnosticare durante la produzione.
Calibrazione dei sensori e verifica dell'integrità del programma PLC
I sensori di posizione e i rilevatori fotoelettrici di una macchina per la produzione di ciotole di carta richiedono una calibrazione periodica per garantire un rilevamento accurato della posizione della lamiera, del momento di espulsione della ciotola e dello stato degli interblocchi di sicurezza. Sensori che presentano deriva rispetto alla calibrazione generano segnali falsi che provocano arresti non necessari della macchina oppure consentono che errori di processo proseguano senza essere rilevati.
Seguire la procedura di calibrazione fornita dal produttore dei sensori a ogni intervallo programmato di manutenzione e registrare i valori di regolazione nel registro di manutenzione dell’attrezzatura. I programmi PLC devono essere salvati su un dispositivo di archiviazione esterno almeno una volta ogni tre mesi. Se, a seguito di danni elettrici, è necessario sostituire una scheda di controllo, un backup del programma verificato consente il ripristino rapido della macchina per la produzione di ciotole di carta sui corretti parametri operativi, senza dover fare affidamento sulla memoria o su documentazione incompleta.
Pianificazione degli interventi di revisione a lungo termine e gestione dei ricambi
Programmazione delle revisioni preventive in base alle ore di funzionamento
Oltre alla manutenzione quotidiana e settimanale di routine, ogni macchina per la produzione di ciotole di carta trae vantaggio da interventi di revisione programmati basati sulle ore cumulative di funzionamento, piuttosto che esclusivamente sul tempo calendario. Le macchine impiegate in turni doppi o tripli accumulano usura meccanica a un ritmo molto più rapido rispetto a quelle utilizzate in un singolo turno; pertanto, gli intervalli di manutenzione basati esclusivamente sul tempo possono sottostimare in modo significativo lo stato reale di usura delle attrezzature ad alto utilizzo.
Una revisione completa effettuata in corrispondenza di specifici traguardi di ore di funzionamento — comunemente a 5.000 e a 10.000 ore — prevede lo smontaggio e l’ispezione degli utensili principali per la formatura, la sostituzione di tutti i componenti di tenuta, la sostituzione dei cuscinetti nell’insieme del gruppo di trasmissione principale e un’ispezione completa del cablaggio elettrico. Programmare questi interventi durante le fermate programmate della produzione ne riduce al minimo l’impatto operativo, garantendo al contempo che la macchina per la produzione di ciotole di carta rientri in servizio con una nuova linea di riferimento per l’usura e con un orizzonte di manutenzione prevedibile.
Mantenere un inventario pratico di ricambi
I fermi non programmati su una macchina per la produzione di ciotole di carta sono spesso prolungati non dalla complessità della riparazione, ma dall'indisponibilità dei ricambi necessari. L'approvvigionamento di componenti da fornitori esteri può aggiungere giorni o settimane a una situazione di guasto. Un inventario strategico di ricambi risolve questa criticità senza richiedere un eccessivo investimento in scorte.
Dare priorità all'approvvigionamento di consumabili soggetti ad elevata usura, come elementi riscaldanti, anelli di tenuta, lame da taglio, sensori di prossimità e cinghie di trasmissione, poiché questi sono i componenti più probabili da sostituire in modo non programmato. Le priorità secondarie per l'approvvigionamento riguardano invece i cuscinetti dell'albero motore principale e le valvole solenoidali chiave del sistema pneumatico. Rivedere e integrare l'inventario dei ricambi dopo ogni utilizzo, in modo che la macchina per la produzione di ciotole di carta disponga sempre dei componenti critici necessari per un rapido ripristino in caso di guasti meccanici minori.
Domande frequenti
Con quale frequenza deve essere eseguita la lubrificazione su una macchina per la produzione di ciotole di carta?
La frequenza di lubrificazione dipende dal componente specifico e dall'intensità di funzionamento. I cuscinetti ad alta velocità richiedono generalmente l'applicazione di grasso ogni 200–500 ore, mentre le catene di trasmissione necessitano in genere di olio applicato settimanalmente per le macchine che operano a turni completi. Consultare sempre il programma di lubrificazione fornito dal produttore, specifico per il modello della propria macchina per ciotole di carta, e tenere un registro scritto di tutte le attività di lubrificazione.
Quali sono i segnali più comuni che indicano la necessità di intervento di manutenzione sulla macchina per ciotole di carta?
I segnali di allerta più comuni includono dimensioni non uniformi delle ciotole, giunzioni di saldatura deboli o aperte, aumento del rumore proveniente dal sistema di trasmissione, arresti irregolari attivati dai sensori e usura visibile sui punzoni formatrice o sui rulli di alimentazione. Qualsiasi di questi sintomi indica la necessità di un'ispezione manutentiva specifica. Affrontare tempestivamente tali segnali evita che un problema di manutenzione minore si trasformi in un guasto meccanico grave sulla macchina per ciotole di carta.
La mancata manutenzione può annullare la garanzia dell'attrezzatura su una macchina per ciotole di carta?
La maggior parte delle garanzie sull'attrezzatura richiede che l'acquirente segua il programma di manutenzione specificato dal produttore come condizione per la copertura della garanzia. La mancata documentazione e l'omissione delle attività di manutenzione richieste possono costituire un motivo per contestare o rifiutare le richieste di intervento in garanzia. Tenere un registro dettagliato della manutenzione, in cui siano annotate tutte le attività di servizio eseguite sulla macchina per ciotole di carta, è il modo più pratico per dimostrare il rispetto delle condizioni di garanzia.
In che modo l'ambiente di produzione influenza i requisiti di manutenzione della macchina per ciotole di carta?
Gli ambienti umidi accelerano la corrosione nei sistemi pneumatici e nei connettori elettrici, richiedendo uno svuotamento più frequente dell’umidità e una pulizia più frequente dei contatti. Gli ambienti polverosi aumentano il tasso di accumulo di detriti nella stazione di formatura e nei componenti di trasmissione, richiedendo cicli di pulizia più frequenti. Gli impianti ad alta temperatura influiscono sulla viscosità dei lubrificanti e sui tassi di usura termica dei componenti. Comprendere l’ambiente operativo specifico consente di adeguare di conseguenza gli intervalli di manutenzione per la macchina per ciotole di carta, anziché fare affidamento esclusivamente sulle raccomandazioni del programma predefinito.
Sommario
- Abitudini quotidiane di manutenzione per proteggere i componenti critici
- Piani di lubrificazione e il loro ruolo nella longevità meccanica
- Ispezione meccanica e intervalli di sostituzione dei componenti
- Manutenzione del sistema elettrico e cura del pannello di controllo
- Pianificazione degli interventi di revisione a lungo termine e gestione dei ricambi
-
Domande frequenti
- Con quale frequenza deve essere eseguita la lubrificazione su una macchina per la produzione di ciotole di carta?
- Quali sono i segnali più comuni che indicano la necessità di intervento di manutenzione sulla macchina per ciotole di carta?
- La mancata manutenzione può annullare la garanzia dell'attrezzatura su una macchina per ciotole di carta?
- In che modo l'ambiente di produzione influenza i requisiti di manutenzione della macchina per ciotole di carta?