



現代の包装工場では、人的労働への依存が生産性、コスト管理、および業務のスケーラビリティに影響を与える重大なボトルネックとなっています。食品サービス業界、ホスピタリティ業界、小売業界において使い捨て紙コップの需要が継続的に増加する中、製造業者は、増加する人件費および人材不足を管理しながら生産量を拡大するという課題に直面しています。自動紙コップ成形機技術の導入は、生産プロセスを根本的に再構築し、手作業による介入を最小限に抑え、持続可能な運用フレームワークを確立する画期的な解決策です。人的労働に大きく依存するプロセスから機械主導の効率性へのこの転換は、包装工場が厳しい品質基準および納期要件を満たしつつ、競争優位性を維持する上で直面する課題に直接応えるものです。
紙コップ製造機が労働力依存度を低減する仕組みを理解するには、自動化が手作業を代替する具体的なメカニズム、自律運転を可能にする機械の構造設計上の特徴、および導入後に生じる広範な業務変革の3つの観点から検討する必要があります。材料の搬入・成形・シール・品質検査などに熟練したオペレーターを多大に要する従来の製造方式とは異なり、最新の紙コップ製造機は、複数工程を単一の自動化システム内に統合しています。この統合により、多数の人的介入ポイントが排除される一方で、品質の一貫性が向上し、誤り率が低下し、生産サイクルが加速します。包装工場のマネージャーが自動化投資を評価する際には、こうした労働力削減の経路を認識することが、投資収益率(ROI)算出、人材再編戦略、および長期的な業務計画立案にとって不可欠な知見となります。
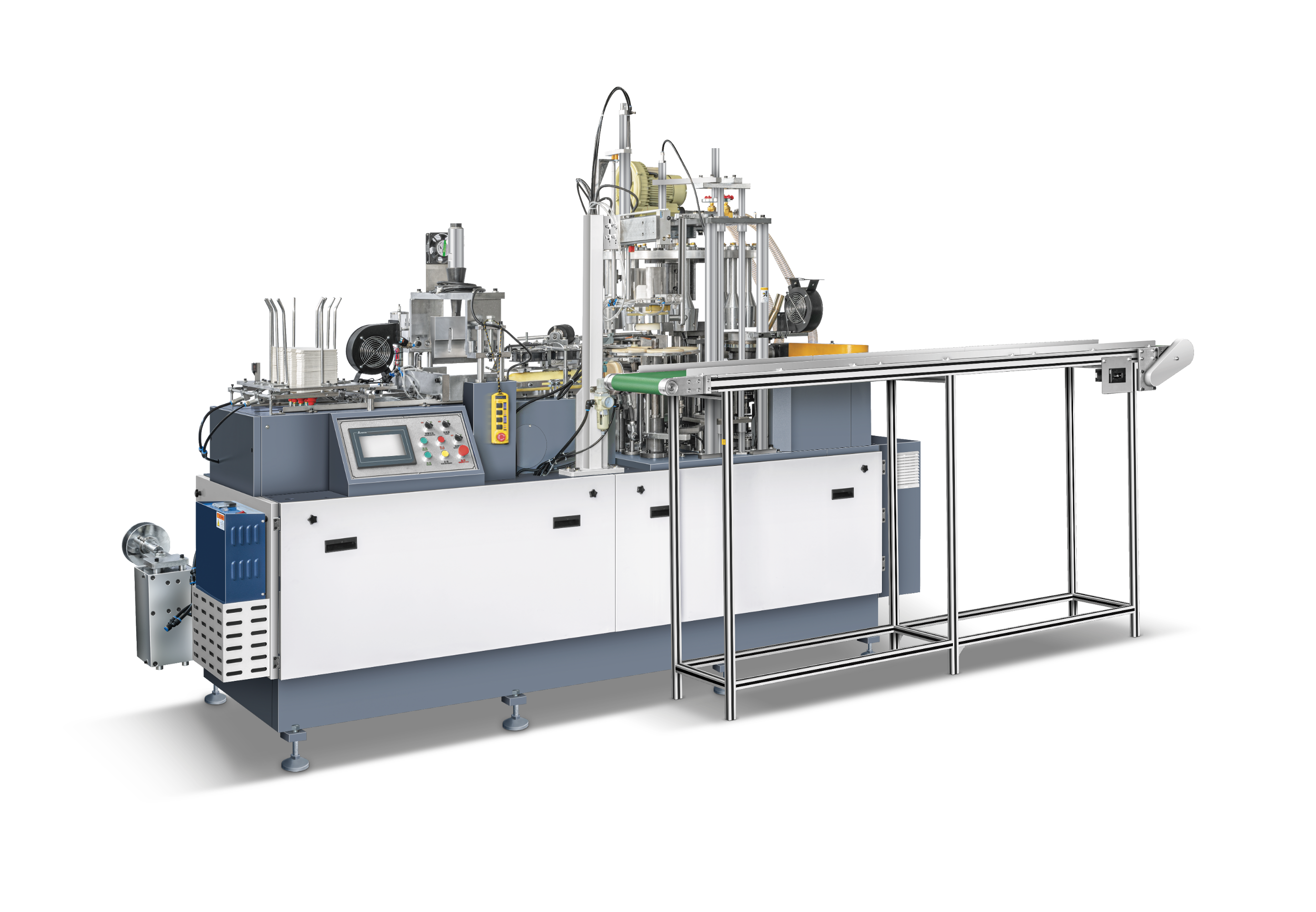
自動材料供給システムにより、手動での荷入れ作業が不要になります
連続紙ロール供給機構
従来の紙コップ製造では、作業者が紙素材を手作業で位置決め・整列・成形ステーションへ供給する必要があり、生産シフトを通じて常に人的労力が求められていました。一方、現代の紙コップ製造機は、大径紙ロールから紙を連続的に引き出す自動ロール供給システムを採用しており、人的介入なしに一定の張力と整列状態を維持します。これらのシステムは、サーボ制御による巻き出し機構とダンサーローラーおよび張力センサーを組み合わせており、生産速度に応じて供給速度を自動的に調整します。これにより、作業者が材料供給状況を監視したり、頻繁なロール交換作業を行ったりする必要がなくなります。この自動化のみによって、手作業による供給方式と比較して、直接的な人的労力が約30~40%削減されます。
給紙システムは、材料の切り替え中に生産を継続可能にするスプライス検出機能および自動ロール交換機能も統合しています。紙ロールが枯渇に近づくと、紙コップ製造機は自動的に次のロールを準備し、シームレスなスプライスを実行して生産ラインを停止することなく運転を再開します。この機能により、従来の生産運転中に専任のオペレーターがロール交換を行う必要がなくなり、人的労力への依存度がさらに低減され、設備総合効率(OEE)の向上にも寄与します。また、自動給紙による高精度制御により、位置ずれや張力の不均一に起因する材料ロスが最小限に抑えられ、人的労力削減によるコストメリットに加えて、さらなるコスト削減効果が得られます。
統合型材料張力および位置合わせ制御
紙コップ製造において、適切な材料張力の維持および印刷位置の正確な合わせ(レジストレーション)は、品質を左右する極めて重要な要素です。従来は、熟練したオペレーターが目視検査および機械の動作状況に基づき、継続的に手動で調整を行う必要がありました。最新式の紙コップ製造機では、リアルタイムフィードバックセンサーを備えた閉ループ張力制御システムを採用しており、生産全工程にわたり最適な材料状態を自動的に維持します。このシステムは、ロール直径の変化、温度変動、あるいは材料特性に起因する張力の変動を検知し、モータード張力アームおよびブレーキシステムを用いて、オペレーターの介入を必要とせずに補正調整を実行します。
印刷登録制御:ブランド化された紙コップを正確なロゴ位置で生産するための必須機能であり、従来の人手による監視から自動化された高精度制御へと同様に移行しています。紙コップ製造機に統合されたビジョンシステムが、登録マークを継続的に監視し、目標位置からのずれを算出し、±0.5ミリメートル以内の許容誤差範囲内でアライメントを維持するために給紙機構へのマイクロ調整を即座に実行します。この自動化により、これまで登録の監視および調整専門のオペレーターが担っていた役割が不要となり、同時に人手制御システムよりも優れた一貫性を実現します。張力制御と登録制御の自動化を組み合わせることで、従来、高度な訓練と経験を要していた職種における大幅な人手削減が達成されます。
原材料のバッファおよびステージング自動化
主な給餌機構を超えて、労働力依存は材料の準備、ステージング、および生産ライン周辺の物流にも及んでいます。現代の紙コップ製造機の導入では、ロール在庫の管理、生産用材料の位置決め、および完成品の手作業を伴わない搬送を実現する自動化された材料保管・検出システムを含むことが多くなっています。自動誘導車(AGV)やコンベアシステムが、倉庫内の保管場所から機械側のステージングエリアへ紙ロールを運搬し、ロボット式ロードアームがロールをアンワインディングスピンドル上に正確に配置することで、従来の材料ハンドリングに必要とされていた肉体労働およびフォークリフト作業が不要になります。
これらの統合物流システムは、作業者による直接的な人員配置を削減するだけでなく、資材管理、在庫追跡、生産現場内の交通調整などに関連する間接労働も削減します。紙コップ製造機は、資材消費データを倉庫管理システム(WMS)に送信し、手動での発注プロセスを必要とせずに最適な在庫水準を維持する自動補充ワークフローを起動します。このエンドツーエンドの自動化により、保管から生産に至るまでの資材の流れがシームレスになり、労働モデルが従来の手動による調整から、システムが主導する運用へと根本的に再構築されます。
成形およびシール工程の統合により、生産工程が集約化
手動搬送を伴わない多ステーション式プログレッシブ成形
従来の紙コップ製造では、底成形、本体巻き取り、シーリングといった工程がそれぞれ別々の機械または作業ステーションで行われており、作業者は未完成のコップを各工程間で手作業で搬送・位置決めし、それぞれの工程を個別に監視する必要がありました。包括的な 紙カップ機 この装置は、これらの工程を単一の統合システムに集約し、段階的な成形ステーションが順次自動的に作業を実行します。コップの展開板(ブランク)は、精密インデックスタレットによってパンチング、成形、底挿入、側面シーリング、縁巻きの各ステーションへと移送され、各コップは手作業によるハンドリングなしに次の工程へ正確に位置決めされます。
この統合により、段階間の材料搬送、工程間の品質検査、および個別の機械作業の調整に従来必要とされていた労力を削減できます。紙コップ製造機内の各成形ステーションは、中央制御のもとで同期して動作し、正確なタイミングと位置決めを維持することで、オペレーターの介入なしに一貫した品質を確保します。手動による搬送ポイントを排除することにより、再加工や品質選別に追加の労力を要していた汚染、損傷、または位置ずれのリスクも解消されます。包装工場においては、この統合によって、複数台の機械を用いた構成と比較して、通常50~60%の労働力削減が実現されるとともに、生産性と品質の一貫性が同時に向上します。
自動底部供給・位置決めシステム
底部ディスク供給は、従来の紙コップ製造工程において最も労力がかかる作業の一つであり、オペレーターは高速生産中に、あらかじめ穴開けされた底部ディスクを継続的に供給し、正しい向きで配置すること、および各コップに対して正確な位置決めが行われていることを確認する必要があります。現代の紙コップ製造機では、数百枚のあらかじめ穴開けされた底部ディスクを収容する自動底部供給マガジンを採用しており、機械式または空気圧式の搬送システムによって、それらを成形ステーションへ順次供給します。ビジョンシステムにより、ディスクの存在および向きが検証され、成形工程に進入する前に不適切な位置にある部品が自動的に排除されます。
高度なシステムでは、紙コップ製造機のワークフローに底部パンチング工程を直接統合することで、事前にパンチングされたディスクの準備およびそれに伴うディスク製造・保管・装填作業の手間を省くことができます。インラインパンチングシステムは、成形工程でディスクが必要になる直前に、二次紙供給装置から底部ディスクを自動的に取り出し、部品供給と組立作業との完全な同期を確保します。この統合により、生産工程からさらに一つの独立した作業職種が排除されるだけでなく、底部ディスクのサイズ最適化や事前パンチング在庫の陳腐化による廃棄ロスの削減を通じて、材料効率も向上します。
オペレーターによる調整を必要としない高精度加熱・シーリング
紙コップ製造におけるシーリング作業では、紙素材を損傷させず、外観上の欠陥を生じさせることなく、漏れのない接合部を実現するために、正確な温度制御、圧力付与、および保持時間(ドウェルタイム)が求められます。従来のシステムでは、熟練したオペレーターがシーリング品質を監視し、生産速度の変化や周囲環境条件に応じて加熱素子の温度を手動で調整し、さらに素材のばらつきに対してパラメーターを手動で修正する必要がありました。高度な紙コップ機械は、複数の加熱ゾーンを備えた閉ループ温度制御、リアルタイム熱監視、およびオペレーターの介入なしに最適なシーリング条件を維持する自動調整アルゴリズムを組み込んでいます。
これらのシステムは、熱電対によるフィードバックと比例・積分・微分(PID)制御器を用いて、生産速度の変動や環境要因にかかわらず、シーリング温度を狭い許容範囲内に維持します。圧力の印加も同様に、サーボ制御式システムへと移行しており、工具の摩耗や材料特性のばらつきといった変化があっても、生産工程全体で一貫したシーリング力を提供します。これにより、従来、工具の摩耗や材料特性の変化に応じて手動で行う必要があった調整作業が不要になります。シーリングパラメータ制御の自動化によって、専門的なオペレーター職が不要となり、より優れたシーリングの一貫性が実現されるとともに、品質検査および再加工作業のために追加の人手を要していた欠陥発生率が低減されます。
自動化品質検査システムが手動検証を置き換えます
寸法検証のためのライン内ビジョンシステム
従来の紙コップ製造における品質保証は、統計的サンプリングおよび手動検査に大きく依存しており、専任の品質管理担当者が定期的に生産ラインからサンプルを抜き取り、重要な寸法を測定し、印刷の位置合わせを確認し、構造的完全性を評価する必要があった。現代の紙コップ製造機には、高速ビジョンシステムが統合されており、生産中のすべてのコップをリアルタイムで検査することができる。このシステムは、リム直径、高さ、壁厚の均一性、底面シールの完全性を、生産フローを中断することなく測定する。また、各コップに対して複数の画像を撮影し、ミリ秒単位で寸法データを処理し、不適合品を包装工程に到達する前に自動的に除外する。
サンプリングに基づく手動検査から包括的な自動検査への移行により、品質管理業務に必要な人手が削減される一方で、不良品の検出率も向上します。ビジョンシステムは、人間の検査員が目視検査時に見落としがちな欠陥(例えば、微妙な印刷位置ずれ、わずかなシール不具合、仕様範囲内ではあるが故障閾値に近づきつつある寸法変動など)を特定できます。また、自動検査システムによって生成されるデータを活用することで、問題発生後の検出にとどまらず、リアルタイムでの工程調整が可能となり、欠陥の拡散を未然に防ぐことができます。これにより、トラブルシューティングや是正措置の実施に要する人手もさらに削減されます。
自動漏れ試験および構造的完全性検証
寸法検査にとどまらず、漏れ抵抗性および構造的完全性の機能試験は従来、作業者がサンプルカップに水を注入し、圧力を加えたり、落下試験を実施したりするといった手動工程を必要としていました。これにより、製品品質が確認されていました。高度な紙コップ製造機システムでは、自動漏れ検査ステーションが組み込まれており、空気圧差方式または光学検出システムを用いて、破壊検査や生産停止を伴うことなく、すべてのコップについてシールの完全性を検証します。これらのシステムでは、コップ内部に校正済みの圧力を印加しつつ、圧力低下やシール不良の視認的兆候を監視し、不適合品を自動的に除外します。
構造試験の自動化では、リムの強度およびボディの剛性を検証するための力センサーおよび圧縮試験機構を用いて、紙コップが積み重ね、取扱い、最終用途における性能仕様を満たすことをライン上で保証します。この包括的な自動試験により、従来、サンプル採取、実験室での試験手順、および品質検証結果の文書化に割り当てられていた作業が不要になります。紙コップ製造機は、すべての検査データを自動的に記録し、統計的工程管理(SPC)チャートを生成するとともに、品質傾向から工程の逸脱が懸念される場合にアラートを発行します。これにより、従来品質保証担当者が行っていた分析作業が置き換えられます。
自動欠陥除去・選別システム
自動検査によって欠陥が特定された場合、従来の手法では、オペレーターが不良品排出ステーションを監視し、詰まった製品を手動で除去し、不良カップを分別してスクラップ再利用または再加工評価用に手作業で仕分けする必要がありました。一方、最新の紙コップ製造機は、精密なタイミング制御によるエアジェットや機械式ディバイダーを活用したインテリジェントな不良品排出機構を採用しており、オペレーターの関与なしに、不良カップを生産ラインから確実に除去し、専用の収集ボックスへと誘導します。これらのシステムは、上流工程の検査データと連携して、生産フロー内の最適な位置で不良品の排出を実行し、不良品が包装工程に到達することを防止します。
不良品の処理は、単純な除去にとどまらず、欠陥の種類別に自動で仕分けを行う機能を含み、これにより材料の回収効率が向上し、工程改善分析がより効果的になります。ビジョンシステムのデータによって、印刷不良、寸法不適合、シール不良などの特定の欠陥カテゴリが識別され、それらの分類に基づいて不良カップが指定された収集ポイントへと自動的に誘導されます。この自動仕分けにより、従来手動で行っていた欠陥分析に要していた人手が不要となり、同時に工程最適化のための質の高いデータも提供されます。品質関連の作業負荷の削減と全体的な品質向上が相乗効果を生み、包装工場の操業に多大なメリットをもたらします。
集中制御システムにより、1名のオペレーターによる生産管理が可能
統合型ヒューマン・マシン・インターフェースによる多機能制御
従来の紙コップ生産ラインでは、複数のオペレーターが異なる機械や工程段階に配置され、それぞれが特定の機能の監視、調整、および隣接する工程との口頭による連絡や手信号による連携を担当していました。一方、現代の紙コップ製造機は、すべての制御機能を一元化された人間機械インターフェース(HMI)に集約しており、単一の制御ステーションから、すべての生産パラメーター、品質指標、および設備状態を包括的に把握できます。このインターフェースにより、1名のオペレーターが生産システム全体の監視・管理を実施でき、パラメーターの調整、アラートへの対応、および工程切替の調整を、各工程段階に追加の人員を配置することなく行うことができます。
制御システムは、直感的なグラフィカルな表示を提供し、リアルタイムの生産速度、材料消費量、品質統計、予知保全指標を可視化します。これにより、オペレーターは複数の情報源を参照したり、他のスタッフと調整したりすることなく、迅速かつ的確な判断を行うことができます。レシピ管理機能により、異なるカップサイズや仕様への切替が、パラメーターの自動調整を通じて素早く実行可能となり、従来、複数の熟練技術者を要していた手動によるセットアップ作業という時間のかかる工程を排除します。このような制御機能の一元化は、最も重要な労働削減手法の一つであり、生産管理を多人数による連携作業から、単一オペレーターによる監視・管理業務へと変革します。
自動プロセス最適化および自己調整機能
集中監視および制御を越えて、高度な紙コップ製造機システムは、生産データを継続的に分析し、ピークパフォーマンスを維持するために工程パラメーターを自動的に最適化する人工知能(AI)アルゴリズムを組み込んでいます。これらのシステムは、材料特性、周囲環境条件、または機器の動作における微細な変動を検出し、成形圧力、加熱温度、または生産速度に対して、オペレーターによる分析や介入を必要とせずに補正調整を実行します。過去の生産データに基づいて学習された機械学習モデルが、特定の運転条件に応じた最適なパラメーター組み合わせを予測し、生産シフト中に条件が変化しても紙コップ製造機が自らパフォーマンスを最適化できるようにします。
この自己最適化機能により、生産プロセスを最大効率および最高品質に調整するために従来必要とされてきた専門的知識が不要になります。かつては、異なる変数が生産成果にどのように影響するかについて直感的理解を数年にわたり培ってきた経験豊富なオペレーターが、最適な運転においてももはや不可欠ではなくなります。これは、機械学習システムがこうした専門知識を自動化された意思決定アルゴリズムに組み込むためです。その結果、オペレーターの経験レベルにかかわらず一貫して高水準のパフォーマンスが実現され、必要な労働力の量および効果的な生産管理に求められる専門的スキルレベルの両方が低減されます。
遠隔監視および診断支援システム
現代の紙コップ製造機の設置では、設備メーカー、技術サポートチーム、または企業の生産管理担当者による遠隔監視を可能にする接続機能がますます採用されています。クラウドベースの監視プラットフォームは、リアルタイムの生産データ、設備の状態情報、品質指標などを収集し、これらの情報を物理的な場所を問わず、権限を持つユーザーが利用できるようにします。このような接続性により、包装工場は現地の技術サポート要員を削減し、代わりに遠隔診断サービスに依存することが可能になります。このサービスでは、問題の特定、是正措置の推奨、あるいは安全なネットワーク接続を通じたパラメーター調整の実行まで対応できます。
リモートサポート機能は予知保全(プレディクティブ・メンテナンス)にも拡張されており、紙コップ製造機は部品の摩耗指標、振動波形、性能劣化パターンを継続的に監視し、故障発生前に保守チームにアラートを送信します。診断システムは、メーカーが保有する故障モードデータベースを用いてこれらの指標を分析し、部品リストおよび手順書を含む具体的な保守作業を推奨します。この予知的アプローチにより、定期点検および緊急修理に要する保守作業工数が削減され、設備の稼働率(アップタイム)が向上します。リモート監視と予知保全の組み合わせは、技術専門知識の活用方法における根本的な転換を意味しており、現場での人員配置から、複数の施設を一元的に支援する集中型サポートリソースへの移行を実現します。
自動化された下流ハンドリングにより、一次生産工程を超えた労働力削減が実現されます
統合型カウンティング・スタッキングシステム
生産における作業員の要件は、主な成形およびシーリング作業にとどまらず、完成したカップの数量確認、積み重ねによる整理、および包装工程への準備といった下流のハンドリング作業にも及びます。従来の手法では、作業員が製造設備から排出されるカップを手作業で数え、所定の数量で積み重ね、ラッピングまたは箱詰め用に積み重ねた状態で配置する必要がありました。一方、現代の紙コップ製造機システムでは、光学センサーや機械式カウンターホイールを用いた自動カウント機構が統合されており、作業員の関与なしに生産数量を正確に把握できます。
自動スタッキングシステムは、カウント機能と連携して所定の数量の紙コップを収集し、包装作業に備えて整然と積み上げます。これらのシステムでは、高精度のタイミング制御と優しい取り扱い機構を用いることで、紙コップへの損傷を防ぎながら、包装効率を最適化するための積み上げ高さおよび整列精度を実現します。カウントおよびスタッキングの自動化により、こうした反復作業に専従する人手が不要となり、同時に正確性および一貫性が向上します。下流工程の自動化を統合した紙コップ製造機システムを導入した包装工場では、手作業による後工程処理を要する構成と比較して、総労働力要件が通常60~75%削減されます。
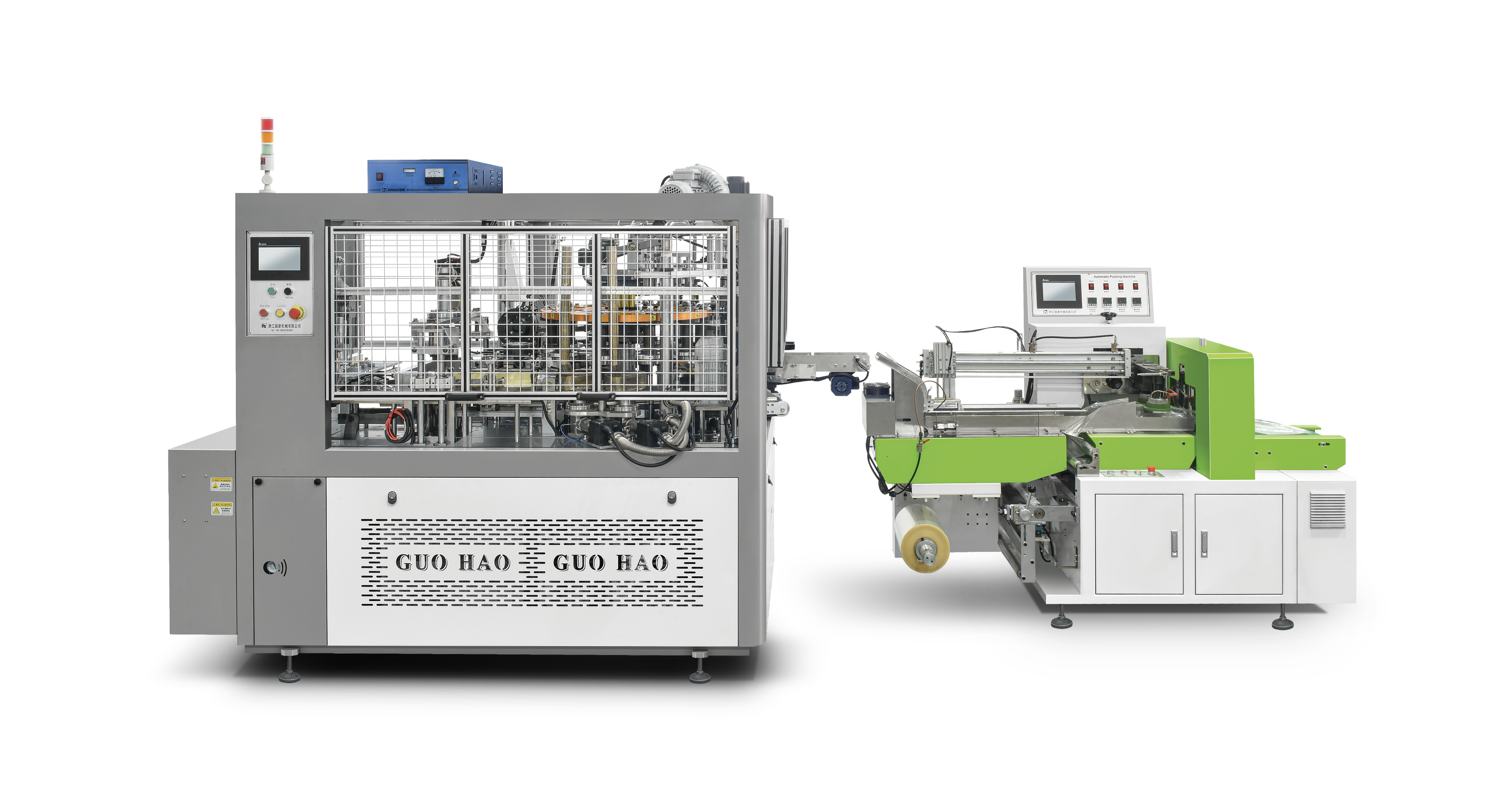
ロボット式スリーブ装着およびパッケージ成形
パッケージ成形は、紙コップ製造におけるもう一つの重要な労働工程であり、従来は作業者が手作業でコップを積み重ねたスタックを保護用スリーブに挿入し、ラベルを貼付し、ケース詰めまたはパレタイズ用に完成品パッケージを整列させる必要がありました。先進的な生産システムでは、ロボットハンドリングセルを統合することで、生産ラインの出力から自動的にコップスタックをピックアップし、あらかじめ成形されたスリーブやラッピング材に挿入した後、完成したパッケージを下流工程へと送るコンベアシステム上に正確に配置します。これらのロボットシステムは、スタックの位置ずれに対応するためのビジョンガイド機能および、手動でのプログラミングや調整を必要とせずに異なるサイズのコップを扱えるよう設計されたアダプティブグリッピング機能を備えています。
ロボットによる包装自動化と紙コップ製造機の統合により、原材料から完成品の包装済み製品に至るまで、手作業による資材搬送を必要としない連続的な生産フローが実現します。このシームレスな統合によって、一次生産工程と包装工程の接点で頻発する人的作業のボトルネックが解消されます。このボトルネックは、生産速度が手作業による包装能力を上回る場合に生じます。ロボットシステムは生産速度に同期しながら、一貫した包装品質を維持できるため、手作業による包装の制約に対応するために生産速度を落とす必要もなければ、ピーク時の生産量に対応するために追加の包装担当者を雇用する必要もありません。
自動パレタイズおよび倉庫インターフェースシステム
労働負荷の最終段階における削減は、完成品のパレタイズ(パレット積み)および完成品在庫の管理にまで及びます。従来の作業では、作業者が特定のパターンに従ってパレットへの荷積みを手作業で行い、ストレッチフィルムまたはバンドで固定した後、完成したパレットをフォークリフトで倉庫内の保管場所へ運搬する必要がありました。一方、現代の自動化システムでは、紙コップ製造機と統合されたロボット式パレタイザーが導入されており、最適化されたパレット積みを自動で行い、固定材を自動で装着するとともに、人手による資材搬送を必要としない形で自動倉庫システムと連携して保管を行います。
これらのシステムは、生産管理プラットフォームと直接連携し、注文の優先順位、倉庫の収容能力、出荷スケジュールに基づいて完成品の流れを管理します。自動誘導車(AGV)が完成したパレットを生産エリアから指定された倉庫内の場所へ運搬し、倉庫管理システム(WMS)が手作業によるデータ入力や実物棚卸しを必要とせずにリアルタイムで在庫を追跡します。このエンドツーエンドの自動化により、原材料の受入れから完成品の出荷に至るまで一貫した人手削減の道筋が確立され、包装工場の運用は、従来の人手に依存した手動作業から、紙コップ製造機を中核生産プラットフォームとした、統合・調整された自動化ワークフローへと根本的に変革されます。
よくあるご質問(FAQ)
完全自動化された紙コップ製造機システムを導入した場合、通常達成される人手削減率はどの程度ですか?
包括的な紙コップ製造機の自動化を導入している包装工場では、従来の半自動または手動生産方式と比較して、通常60~85%の労働力削減が達成されます。具体的な削減率は、導入される自動化の範囲に依存します。基本的な自動成形システムでは、約40~50%の労働力削減が見込まれますが、自動搬送、品質検査、梱包、パレタイズを含む完全統合型システムでは、直接的および間接的な生産労働力の最大85%を削減できます。これらの削減には、材料供給、機械オペレーション、品質検査、製品ハンドリング、梱包などの業務から撤退するオペレーターが含まれますが、ほとんどの導入事例では、監督、保守支援、および材料補充の監視といった役割を担う最小限の人員を維持しています。
自動化は、紙コップ製造施設における残存するオペレーターに対するスキル要件にどのような影響を与えますか?
自動化は、オペレーターに求められるスキルを、手作業の器用さや工程特有の経験から、技術的なトラブルシューティング、システム監視、データ解釈能力へと根本的に転換します。従来の紙コップ製造では、機械調整、材料取扱い技術、品質評価手法などに関する専門的知識を長期間の実践経験を通じて習得したオペレーターが不可欠でした。一方、自動化システムはこうした職人技への依存を低減する一方で、制御システムのインターフェースを読み取る能力、診断アラートへの対応力、および遠隔技術サポートリソースとの連携能力など、技術的リテラシーに対する要求を高めます。多くの包装工場では、自動化によって、人数は少なくとも技術的能力の高い人員で操業可能となり、初期の教育投資が必要となるものの、採用・定着が困難な高度専門スキルへの依存度を低下させることで、長期的にはより安定した操業を実現しています。
労働集約型から自動化された紙コップ生産へと移行する際に、包装工場が予測すべき運用上の課題は何ですか?
自動紙コップ製造機システムへの移行には、慎重な計画とマネジメントを要するいくつかの運用上の課題が伴います。人材構成の再編は、最もデリケートな課題であり、組織の価値観および法的要件に合致したコミュニケーション戦略、再教育プログラム、および必要に応じて人員削減のマネジメントが求められます。技術的な課題としては、新規設備と既存施設インフラとの統合、自動化システムに適した予防保全プロトコルの確立、および内部での技術サポート体制の構築またはサービスパートナーを通じた支援体制の開発が挙げられます。また、生産計画のアプローチも進化させる必要があります。というのも、自動化システムは、人的労働を多用する方式(より頻繁な製品切替に対応可能)と比較して、長時間連続運転や切替頻度の低減といった異なる生産経済性を実現するためです。こうした課題を成功裏に乗り越える組織は、通常、機能横断型の移行チームを設置し、包括的な教育プログラムへの投資を行い、即時の全面的変革を試みるのではなく、段階的な運用調整を可能にする現実的なスケジュールを維持しています。
自動紙コップ製造機は、労働力への依存を低減しつつ、いかにして生産の柔軟性を維持するのでしょうか?
現代の紙コップ製造機は、オペレーターの技能や手動調整に頼るのではなく、高度なソフトウェア制御システムおよびモジュール式金型方式によって柔軟性を実現しています。レシピ管理システムでは、異なるコップサイズ、紙の等級、品質仕様ごとにパラメーター設定を保存し、成形圧力、加熱温度、生産速度を自動的に調整することで、手動による再キャリブレーションを必要とせずに迅速な品種切替を可能にします。自動位置決め・自動アライメント機構を備えたクイックチェンジ金型システムにより、金型交換および機械セットアップに要する時間は数時間から数分へと短縮され、従来は専門的な作業員が担っていた作業も不要になります。ビジョンシステムは、製品仕様の違いに応じて検査パラメーターを自動的に適応させ、マテリアルハンドリングシステムはセンサーによる調整機能により、さまざまなロール幅およびコア径に対応できます。このような自動化に基づく柔軟性は、多くの場合、人的資源に依存する従来型システムの適応能力を上回ります。なぜなら、機械パラメーターは手動方法では達成できないほどの精度と一貫性で調整可能であり、包装工場は製品の切り替えに伴う人件費の比例的増加を招かずに、多様な顧客要件に対応できるようになるからです。