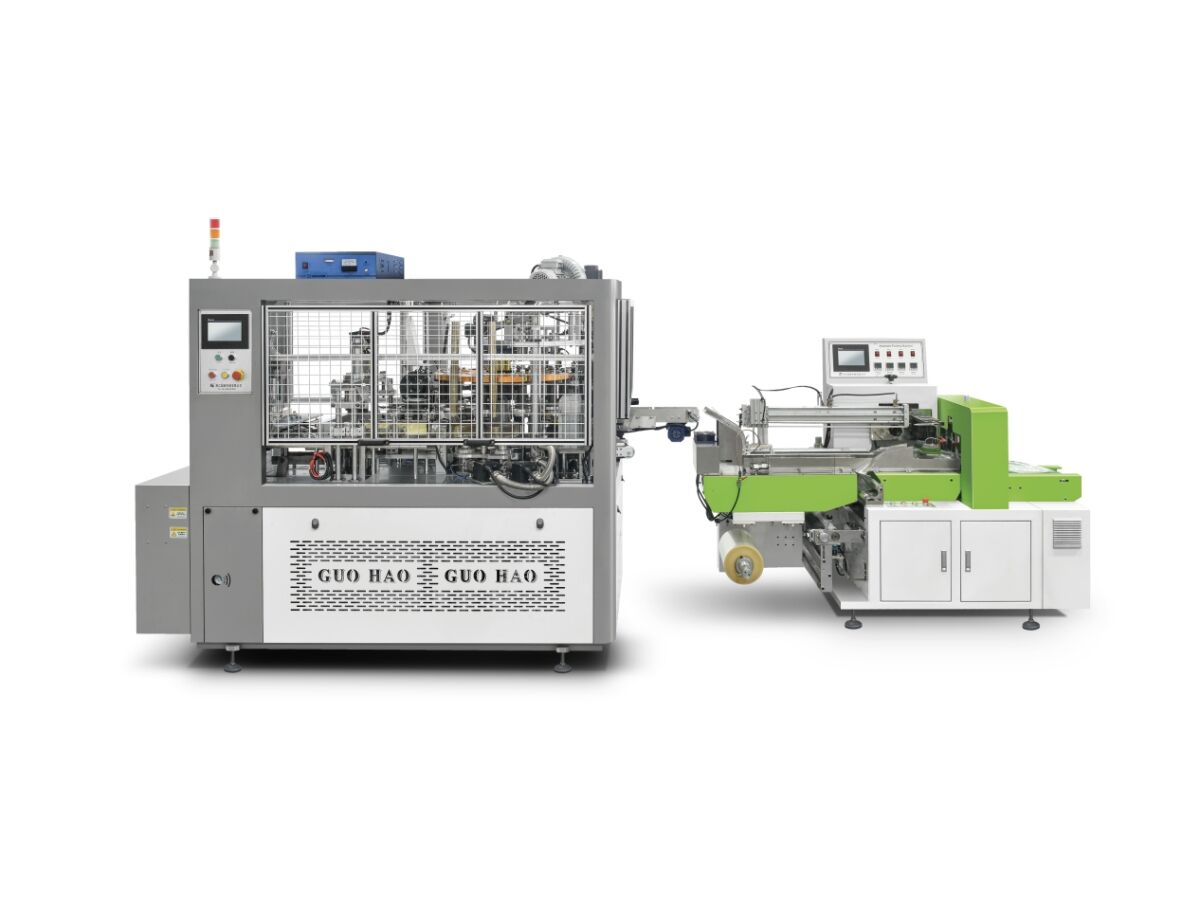
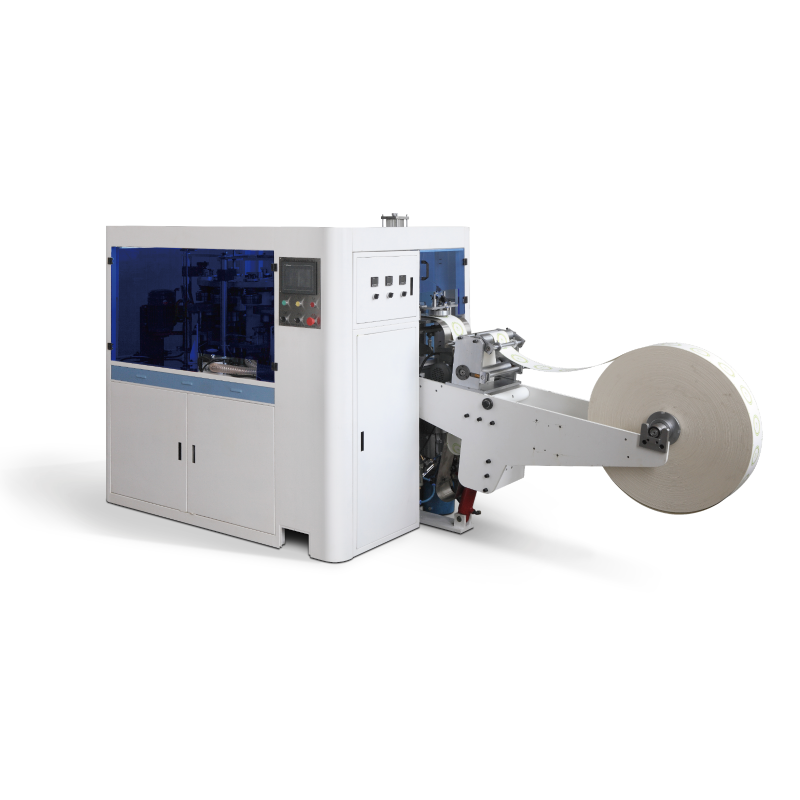
paper cup production
Paper cup production represents a sophisticated manufacturing process that transforms raw paper materials into disposable drinking containers used worldwide. This industrial process combines advanced technology with sustainable practices to create lightweight, hygienic, and cost-effective solutions for beverage service across multiple sectors. The paper cup production system encompasses several critical stages, from raw material preparation to final packaging, ensuring consistent quality and food-grade safety standards. Modern paper cup production facilities utilize automated machinery that can process thousands of units per hour, incorporating precise cutting, forming, and sealing operations. The technological backbone includes high-speed forming machines, ultrasonic welding systems, and quality control sensors that monitor thickness, dimensions, and structural integrity throughout the manufacturing cycle. These production lines feature computerized controls that regulate temperature, pressure, and timing parameters to achieve optimal cup formation. The main functions of paper cup production extend beyond simple container manufacturing to include custom printing capabilities, various size configurations, and specialized coatings for different beverage types. Hot drink applications require polyethylene lining to prevent liquid penetration, while cold beverage cups may incorporate moisture barriers and condensation-resistant surfaces. Paper cup production facilities also integrate eco-friendly practices by utilizing recyclable materials and minimizing waste generation. The technological features encompass digital printing systems for brand customization, automated stacking and counting mechanisms, and integrated packaging solutions. Applications span across foodservice establishments, healthcare facilities, educational institutions, office environments, and entertainment venues. The versatility of paper cup production allows manufacturers to create specialized products for specific market segments, including biodegradable options, double-wall insulated cups, and portion-controlled sizing for healthcare applications. Quality assurance protocols ensure compliance with international food safety regulations and environmental standards.
 ×
×