packing machine suppliers
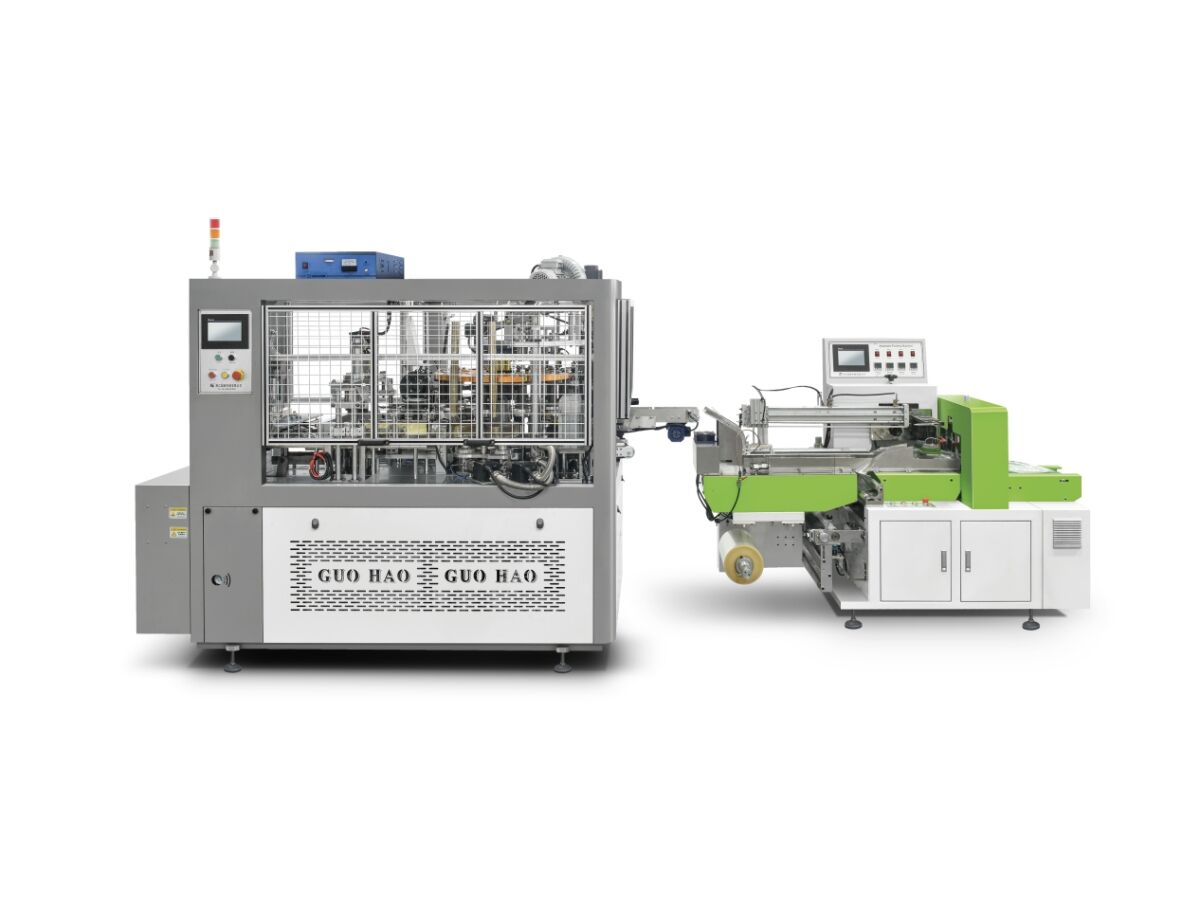
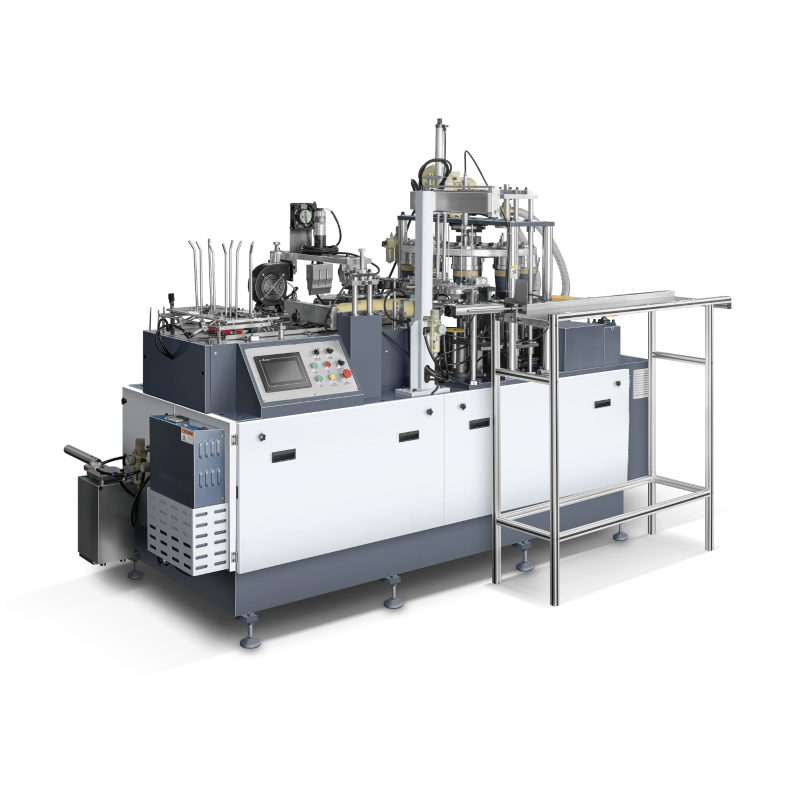
Packing machine suppliers represent a crucial segment of the industrial equipment marketplace, serving businesses across diverse sectors with automated packaging solutions. These specialized companies design, manufacture, and distribute sophisticated machinery that transforms manual packaging processes into efficient, automated systems. Modern packing machine suppliers offer comprehensive equipment portfolios ranging from basic filling machines to complex multi-stage packaging lines that integrate seamlessly with existing production workflows. The core functionality of equipment from leading packing machine suppliers encompasses product handling, containment, sealing, labeling, and quality control verification. Advanced technological features include programmable logic controllers, touch-screen interfaces, servo-driven mechanisms, and real-time monitoring systems that ensure consistent packaging quality while minimizing waste. Contemporary packing machine suppliers incorporate cutting-edge technologies such as artificial intelligence, machine learning algorithms, and Internet of Things connectivity to deliver predictive maintenance capabilities and operational optimization. These suppliers serve extensive application domains including food and beverage processing, pharmaceutical manufacturing, cosmetics production, chemical processing, and consumer goods packaging. Equipment configurations vary significantly depending on specific industry requirements, with packing machine suppliers offering customizable solutions for liquid filling, powder dispensing, solid product wrapping, vacuum sealing, and aseptic packaging processes. The integration capabilities provided by professional packing machine suppliers enable seamless connection with upstream production equipment and downstream distribution systems, creating comprehensive manufacturing ecosystems. Quality assurance protocols implemented by reputable packing machine suppliers ensure compliance with international standards including FDA regulations, CE certification, and ISO quality management systems, providing customers with reliable equipment that meets stringent regulatory requirements across different geographical markets and industry sectors.
 ×
×